- 注(zhù)塑模具熱(rè)線: 13826947996
- |塑(sù)膠注塑郵箱: ys@gzsuiwei.com |注塑模具留言: 在線留言

一(yī).規劃注射模具應思考(kǎo)的疑問:
1.知(zhī)道塑料熔體的活動行動,思考塑料在(zài)流道和型腔各(gè)活動的阻力,活動速度,校驗(yàn)最大活動長度.依據塑料在模具內活動方
向(即充模次序(xù)),思(sī)考塑(sù)料在模具內從頭熔合和模腔(qiāng)原有空(kōng)氣導出的疑問.
2.思考冷卻過程中塑料縮短及補縮疑問.
3.經過模具規劃來操控塑料在模(mó)具內結晶.取(qǔ)向和改進製品的內應力(lì).
4.進澆點(diǎn)分型麵的挑選疑問
5.製件的橫向分型抽芯及頂出的疑問.
6.模具的冷卻或加熱疑問.
7.模具有關尺度與所用注射機的聯係,包含與注射機的最大(dà)注射量.鎖模力.裝模有些的尺度等的聯係.
8.模具全體布局(jú)和零件形狀要簡略合理,模具應具有恰當的精度.光潔度.強度(dù)和剛度(dù),易於製作和裝置
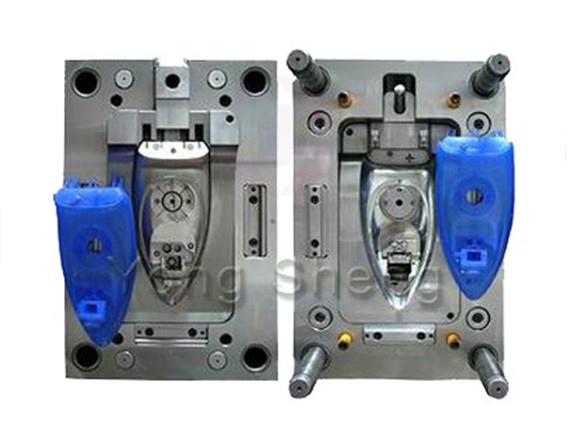
二.注射模具的典型布局
1.成(chéng)型零件
型腔是直接成型,塑料製件(jiàn)的有些通常由公(gōng)模仁,母(mǔ)模仁組成.
2.澆(jiāo)注體係.
將塑料由少射機噴嘴引向型(xíng)腔的流道稱為澆注體係,由(yóu)幹流道.分流道.澆口.冷料井所組成.
3.導向有些
為保證動(dòng)模與定(dìng)模合模時準確對中麵設導向(xiàng)零件.通常有:導柱(GP).定位塊.頂出導柱(EGP)等
4.分型抽(chōu)芯組織
帶有外側凹或(huò)側孔塑件在被頂出之前,必須先進行側向分型,才幹順暢脫模.常見組織有:滑塊(包含母模抽芯滑塊,母
模爆破式(shì)滑塊),斜銷等.
5.頂出設備(bèi)
在開模過程中,將塑件從模具中頂出的設(shè)備.常見組織有:頂針.頂管(guǎn).頂出塊.斜銷等.
6.冷卻加熱體係
為了滿意注射技術對模具溫度的需求,模具設有冷卻或加熱體係.通常在模具內開設冷卻水道,加(jiā)熱或油類物質.
※水孔直(zhí)徑挑選Φ4.Φ6.Φ8.Φ10.Φ12.Φ16… …
※”○”型環(見圖6 )
A內壓式 B外壓式
水路的方式(見圖7)
* 通常隔板式用圖(見(jiàn)圖7a)
用於小型模具(見圖7b)
用(yòng)於製品模腔很深的(de)模具(見圖7c)
7.排氣體係(xì)
為(wéi)了在注射過程(chéng)中將型腔內原有的空氣排,常在(zài)分型麵處開設排氣槽,但有時小型塑件排氣排氣量不大,可(kě)直接運用
分型麵排氣.許多模具的頂杆或入子與模具的合作空(kōng)隙,均可起排氣效果.(見圖8/9)
8.支(zhī)撐柱
對於(yú)較(jiào)大或大型模具,為避免(miǎn)公模板變形而加設支撐柱.通常需求支撐柱(zhù)高出模腳0.10~~0.15mm以抵償支撐柱自身受(shòu)
壓變形.
9.回位組織
為(wéi)使上下頂出板回位麵設有回位組織
回位組織除回位(wèi)銷(RP)外,還有強行拉回的組織,急回(huí)組織
(1)通常(cháng)RP上裝(zhuāng)有繃簧(見圖#) 裝此繃簧的效果就(jiù)是在繃簧彈力(lì)的效果下讓上下頂出板迅速回(huí)位
繃簧規(guī)範通常選(xuǎn)輕小荷重或輕重荷重
(2)有時當斜銷有靠破或頂針有靠(kào)破時而加繃簧於回位銷底部.意圖是維護頂針或斜銷, 或許(xǔ)頂針和斜銷碰傷母模麵(見圖2)
挑選類型通常(cháng)為中荷重或重荷重
(3)當模具布局中沒有斜銷組織時通常都要加頂出板來裝(zhuāng)強(qiáng)行(háng)拉回組織(zhī)以避免斜銷運動不暢,對於大型模具而言,一定要加設
拉回組織(見(jiàn)圖#)
(4)模具的滑塊組織底下(xià)有頂針時,為維護頂(dǐng)針而加設急回組織,常見急回組織如圖.(見圖4)
10.規範模座
(1).咱們的模座悉(xī)數由外協廠訂做,所以模座的挑(tiāo)選及規範的需求不是很嚴厲(lì).(通(tōng)常咱們模座規範選用富德巴規範模(mó)座)
(2).二(èr)板模模座的構成(見圖5)
通常二板模由上固定板.下固(gù)定板.母模板.公模板.上頂(dǐng)出板.下頂出板
有時也會出現以下兩種狀況:
a當為添加母模板強度加(jiā)厚母模板,而省掉上固定板
b當有時添加暖流板
三.二板模之布局及(jí)各零件的稱號:
四.有些規範零件的裝備需求
※GP的裝(zhuāng)備需求
1 ‧GP的效果:
1. 使固定側與可動側準斷定位。
2. 支(zhī)承模(mó)具分量。
3. 維護模仁
2‧GP原料SUJ2; 熱(rè)處(chù)理HRC60°±2(高頻淬火)。
3.GP規範及合作需求。(超連接GP規範件)
4.GP直徑及方位的挑選。(超連接GP直徑及方位)
5.GP裝備方式及運用場合。(如下圖)
運用A型襯套 運用B型襯套 公模板深及大型 便於取製(zhì)品
通(tōng)常場合下 模板深減小襯 模具 母模仁落(luò)差(chà)大
套合作長度(dù) 添加模具強度 避免導注(zhù)油(yóu)汙沾上製品
6.GP長(zhǎng)度的(de)斷定。(如下圖)
高出製(zhì)品(pǐn)麵 15~25MM左右 高(gāo)出斜撐銷10~15MM左右
※RP的裝備需求:(RP的效果:使頂出板回位(wèi))
1. 模具(jù)需自動生產時通常要在RP下裝繃簧,如圖一所示:繃簧規範為TR型。(超連接TR繃簧規範(fàn))
注:繃簧裝置需求
A‧在作動前(qián)狀態(tài)下,繃簧(huáng)預壓量取5~10MM。
B‧如需先回位狀況下,繃簧預壓量取10MM以上。
2. 模具有斜銷(xiāo)組織且斜銷無(wú)靠破時,RP下可(kě)不裝繃簧,以(yǐ)避免製品被
斜銷拉回。如(rú)圖二所示:
3. 模具(jù)有斜銷組(zǔ)織且斜銷(xiāo)有(yǒu)靠破時,RP底(dǐ)部裝繃簧以維護(hù)斜銷靠破麵。
如(rú)圖三所示(shì):
4. 模具裝有頂板導柱(EGP)時,RP在各板之間均逃(táo)料。如圖四所示:
3‧RP原料------SUJ2; 熱(rè)處理HRC60°±2(高頻淬火)。
4‧RP規範(超連接RP規範件)。
圖一 圖(tú)二 圖三 圖
※EFP的裝(zhuāng)備需求
1‧EGP的效果(guǒ):
導向頂出板運(yùn)動,避免頂(dǐng)出板受力(lì)不均而頂(dǐng)出不平衡。
2‧EGP的原料------SUJ2; 熱處理HRC60°±2(高頻淬火)。
3‧EGP規範及合作需求。(超連接EGP規範件)
4‧EGP直徑的挑選。
EGP直(zhí)徑巨(jù)細與RP直徑(jīng)巨細共同。
5‧EGP的裝置方式及運用場合。(如下圖)
通常模具 小模具(jù) 模溫高及壓鑄模(mó)
6‧當模具裝有EGP時,RP在各模板均逃料。(超連接RP裝備需求)
※STP的裝備需求
1‧STP的效果。
1. 削減頂出板與下固定(dìng)板觸摸麵積,易條整頂出板平麵度。 塑料模具(jù)布局
一.規劃注射模具應思考的疑問:
1.知道塑料熔體的活動行動,思考塑料在流道和型腔(qiāng)各活動的阻力,活動速度,校驗最大活動(dòng)長度.依(yī)據塑料(liào)在模具內活
動方
向(即充模次序),思考塑料在模具內從頭熔合和模腔原有空氣導出的疑問.
2.思考冷卻過程中塑料縮短及(jí)補縮疑問.
3.經過模具規劃來操控塑料(liào)在模具內結(jié)晶.取向和改進製品的內應(yīng)力.
4.進澆點分型麵的挑選疑問
5.製件的橫向分型抽芯及頂出(chū)的疑問.
6.模具的冷卻或加熱疑問.
7.模具(jù)有關尺度與所用注射機的聯係,包含與注射機的(de)最大注射量.鎖模力.裝模有些的尺度等(děng)的聯(lián)係.
8.模(mó)具全(quán)體布局和零件形狀要簡略(luè)合理,模具應具有(yǒu)恰(qià)當的精度.光潔(jié)度.強度和剛度(dù),易於製(zhì)作和裝置

在選擇注塑模具廠家時,需要考慮多個因素,包括廠家的規模、技術實力、產品質量(liàng)、服務水平、行業口碑以及是否能夠滿足您的具體需求等。以下是一些在注塑模具行(háng)業具有(yǒu)良好聲譽(yù)的廠(chǎng)家推薦,但請注意,由於行業動態和市場…
查看塑料模具更多
注塑模具材料常用(yòng)的主要有以(yǐ)下(xià)幾類:一、金屬材料(liào)鋼(gāng)材料:優質冷作模具(jù)鋼:如Cr12MoV、CrWMn等,具有高硬度、良好的耐磨性和耐衝擊性,是注塑模具中常用的材料。熱作模具鋼:適(shì)用於在高溫下工作的(de)模具,如H13、5CrNiM…
查看塑料模具更多
塑膠(jiāo)模具報價明細(xì)表是一個詳細列(liè)出模具製作過(guò)程中各項費用及其明細的表格,它有助(zhù)於客戶清晰地了解模具(jù)的成本構成。以下是一(yī)個簡化的塑膠模具報價明細表示例,請注意,實際報價會根據模具的具體要求、材料、尺寸、複雜…
查看塑料模具(jù)更(gèng)多
2024年模具注(zhù)塑成型的步驟有哪些 1.加熱、預塑化   螺杆在傳動係統的驅動下,將(jiāng)來自料鬥的物料向前輸送,壓實(shí),在料筒外加熱器、螺杆和機筒的(de)剪切、摩擦的混合作(zuò)用下(xià),物料逐漸熔融(róng),在(zài)料筒的…
查看塑料(liào)模具更多
在選擇(zé)注塑模具廠家時,需要考慮多個因素,包括廠家(jiā)的(de)規模、技(jì)術實(shí)力、產品質量、服務水平、行業口碑以及是否能夠滿足您的具體需求等。以下是(shì)一些在注塑模具行業(yè)具有良好聲譽的廠家(jiā)推薦,但請注意,由於行業動態和(hé)市(shì)場需求(qiú)的變化,以下信息可能隨時間而有所調整:一、公司簡介…
注塑模具材料常用的主要有以下(xià)幾類:一、金(jīn)屬材料鋼材(cái)料:優質冷作模具(jù)鋼(gāng):如Cr12MoV、CrWMn等,具有高硬度、良好的耐磨性和耐衝擊(jī)性,是注塑模具中常用的材料。熱作模具鋼:適用於在高(gāo)溫下工作的模具,如(rú)H13、5CrNiMo等(děng),具有良好的熱穩(wěn)定性和抗熱疲勞性能(néng)。合金工(gōng)具鋼:如P2…
塑膠(jiāo)模具(jù)報價明細表是一個詳細列出模具(jù)製作過程中各項費用及其明(míng)細的表格,它(tā)有助於客戶清晰地了解模具的成本(běn)構成。以下是一個簡化的塑膠模具報價明細表示例,請(qǐng)注意,實際報價會根據模具的具(jù)體要求、材料、尺(chǐ)寸(cùn)、複雜程度(dù)以及市場(chǎng)供應(yīng)情況(kuàng)等因素有所(suǒ)不同。塑膠(jiāo)模具報價明細表…
2024年(nián)模具注塑成型的步(bù)驟有哪(nǎ)些(xiē) 1.加(jiā)熱、預塑化  螺杆在傳動(dòng)係統的驅動下,將來自料鬥的物料向前輸送,壓實,在料筒外加熱(rè)器、螺(luó)杆和機筒的剪切、摩擦的混合作用下,物料逐漸熔融,在料筒的頭部已積聚了一(yī)定(dìng)量(liàng)的熔融塑料,在熔體的壓力下,螺(luó)杆緩慢後…
注塑(sù)模具技術的新發展隨(suí)著現代科技的不斷發展,注塑模具技術也在不斷進步。本文將(jiāng)介紹注塑(sù)模具的基本概念、設(shè)計原則、設計流程、製造技巧、現狀以及發展趨勢,從而幫(bāng)助讀者(zhě)更好地(dì)了解這一領域的發展情況。一、注(zhù)塑模具的分類、結構、材料注塑模具是一種(zhǒng)用於生產各種塑料製(zhì)品的…
有多年模具開發和注塑經驗[13826947996],東(dōng)莞塑料(liào)模具工廠可(kě)以加工塑膠模具,塑料製品,注塑(sù)模具,注塑外殼類模(mó)具等,提供模具設計,模具加工,注塑代加工廠,模具開發製造等.歡迎來電谘詢!
注塑模具加工相關產(chǎn)品:|塑料注塑模具(jù)廠|汽車(chē)外殼注塑|注塑(sù)模具|外殼配件(jiàn)模(mó)具|塑(sù)料模具廠(chǎng)|塑料周轉(zhuǎn)箱模具|








2019 © 五金塑(sù)膠製品版權所有. |培戀網ALL Rights Reserved.粵ICP備2021106122號(hào)